
Extending Die Life - New Technology
With the continuous development of the die-casting industry and the continuous improvement of die-casting technology, many new technologies have been applied to the mold, which can greatly extend the life of the mold.
1.Background
Based on experience, most of the reasons for our die casting die failures are caused by thermal cracking. Wear, corrosion, and cavitation are secondary causes. At present, the smelting technology of mold steel is very mature, and the overall cracking and large-scale cracking of the mold basically do not exist. So, in addition to the aspects of mold design, materials, heat treatment, die casting operations, and maintenance that we shared earlier, we need to discuss how to improve mold life.
Now let’s talk about the technology of extending the life of the mold from some new angles.
2.New Die Steel
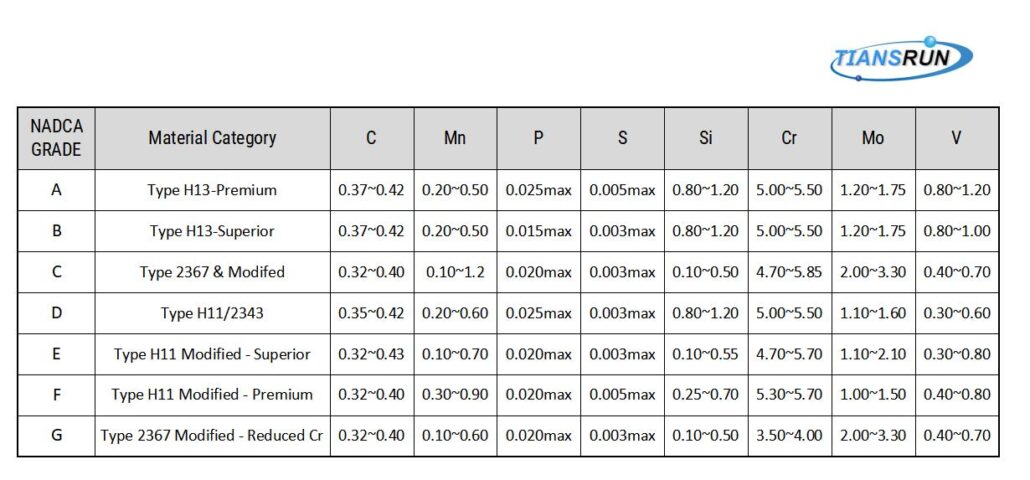
NADCA defines 7 grades of die steel on the basis of H13, reducing Si and increasing the content of the Mo element. Among the 7 grades, Class C is the most resistant to high temperature, and Class E has the best toughness.
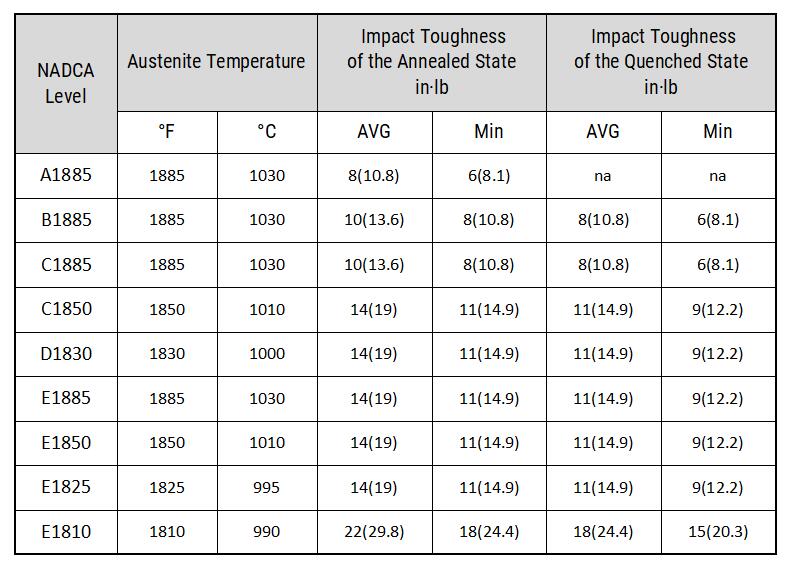
Shown here are tests performed by NADCA on different grades of steel. It mainly tests the impact toughness of the material in the annealed state and the impact toughness of the corresponding type of quenched steel after quenching at the austenite temperature.
When quenched with oil, temper at least twice to test the impact toughness when the hardness of the steel reaches HRC44~46.
During vacuum quenching, the impact toughness should also be tested when the hardness reaches HRC44~46 after tempering at least twice.
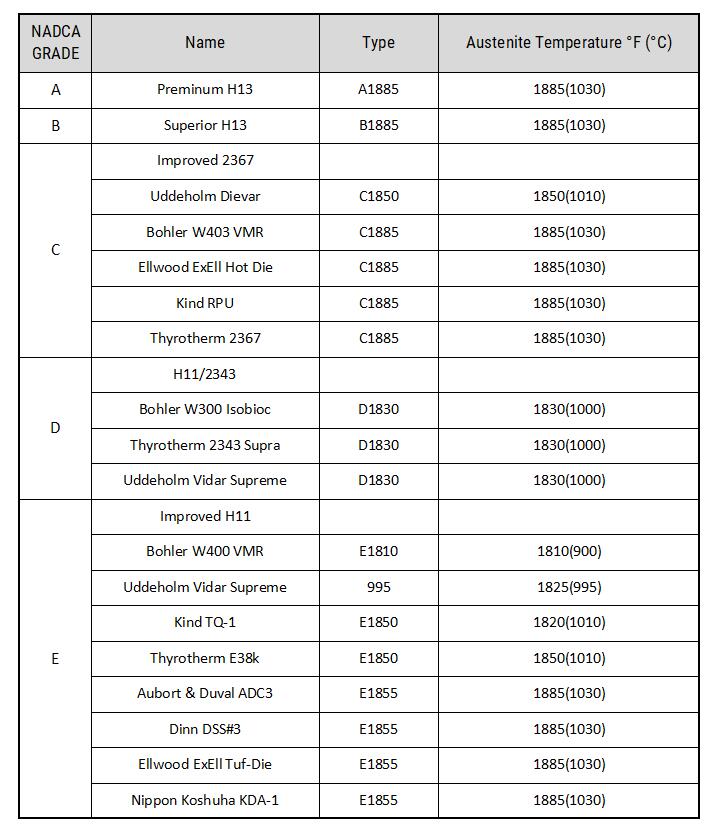
The following table shows the steel types commonly used in the world under the NADCA standard.
With high toughness and good thermal fatigue resistance, new steel reduces the risk of cracks moving to the cavity surface. High-quality steel can significantly extend the life of the mold. Should try to choose a good brand, quality, and reliable mold steel.
3.Cooling Line Placement
NADCA stipulates in the cooling water circuit design:
When arranging the cooling water pipe, it is recommended that the distance between the water channel and the cavity should not be less than 1.9cm, and the oil channel should not be less than 1.27cm. This data is based on the material properties of standard H13. With better quality steel, this distance can be smaller.
The purpose of this design is to avoid high thermal gradients and thus avoid cracking due to thermal shock
Case: Die-casting of tank track

Problem: The wall thickness of the tank track parts is very thick, and the die casting mold carries a lot of heat, causing the mold to overheat locally. The mold needs to be able to dissipate heat in time. When using the original mold steel, the heat dissipation is very slow, and there are many pores in the die casting.
Method: By the usage of the new mold material, the cooling water channel can be closer to the surface of the cavity. (reduced from 1.75~2.2cm to 1.27cm). In this way, the heat dissipation problem of the mold can be solved.
Result:
- This mold is originally H13 steel, the waterway is 2.2cm away from the cavity, and it can make 50,000 molds.
- Using new steel, the distance between the cooling water channel and the cavity surface is 1.27cm, and the mold life is over 70,000 molds.
- Production cycle time reduced from 57s to 50s (12%).
It is inferred that by improving the heat transfer, the mold temperature change range in the die casting cycle is narrowed, the thermal fatigue stress is reduced, and the process of softening the surface of the cavity is delayed, thereby prolonging the life of the mold.
4.Bi-metallic Tooling and Alternate Materials
The current problem is that the tool steel used is often unable to quickly remove the heat and optimize the temperature field, especially at the hot nodes and cores.
To use materials with high thermal conductivity, can we use copper?
Comparison of H13 and copper:
- The heat dissipation effect of H13 cannot be compared with Cu.
- Completely Cu, will dissolve in molten aluminum.
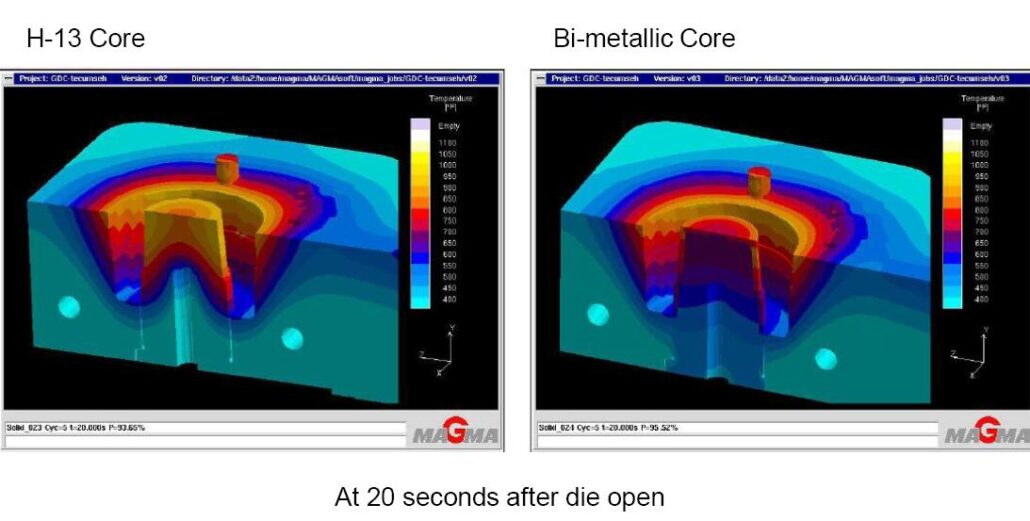
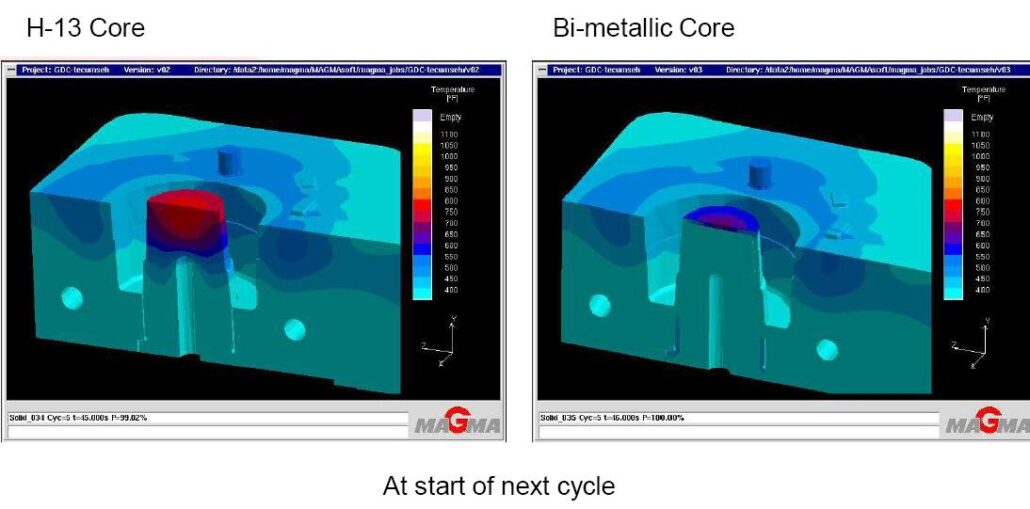
Then we can use the composite material of H13 and copper, which combines the surface longevity of H13 and the fast heat dissipation of Cu.
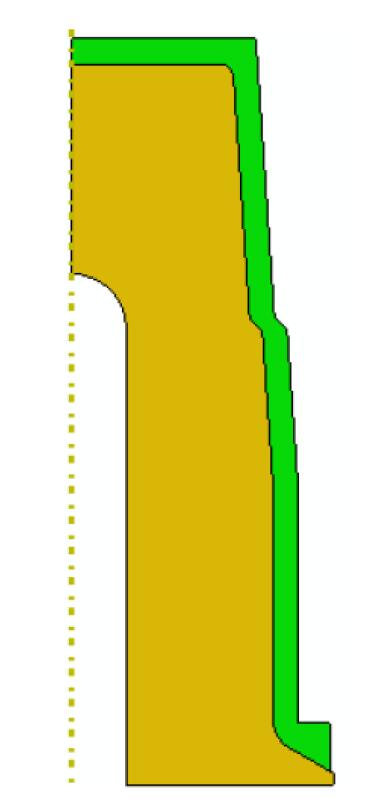

Let’s see the comparison of the area of hot cracks between ordinary H13 and H13 and copper composite materials.
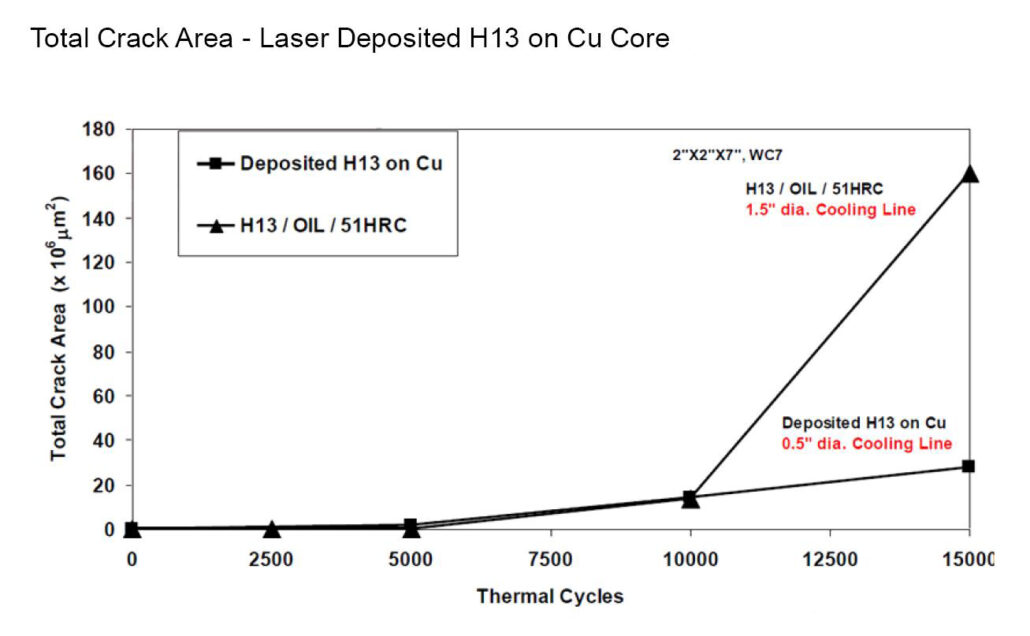
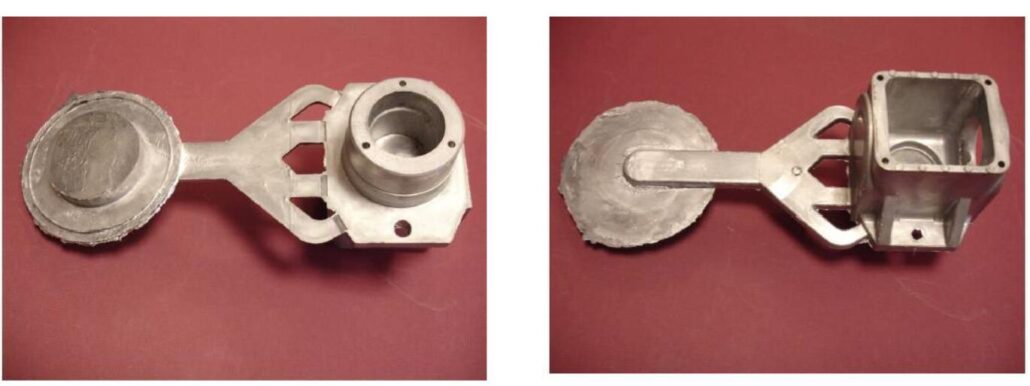
The product in the picture has a large core surrounded by molten aluminum, which will cause overheating and burning. If a composite material is used, the heat transfer effect is good, resulting in faster temperature diffusion, so there is no burning phenomenon, prolonging the life of the core and shortening the cycle time.
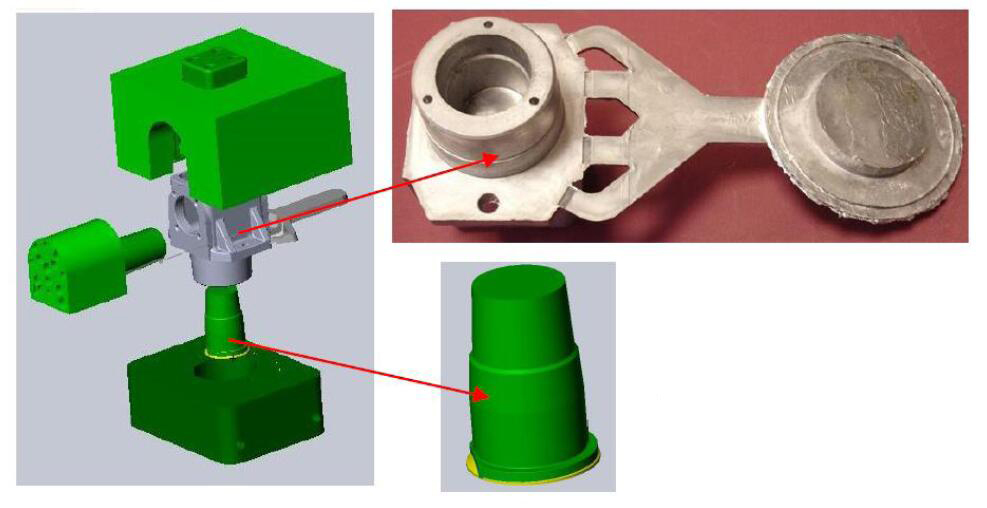
Problem: Large core, causing overheating, mold sticking.
Method: The composite alloy core is used to speed up the heat conduction and reduce the temperature.
Results: The temperature was reduced by 37°C, the burning loss was gradually reduced, and the cycle time was shortened by 27%.
There are also some high thermal conductivity materials, such as Anvilloy1150 representative of tungsten-based alloy TZM representative of molybdenum-based alloy
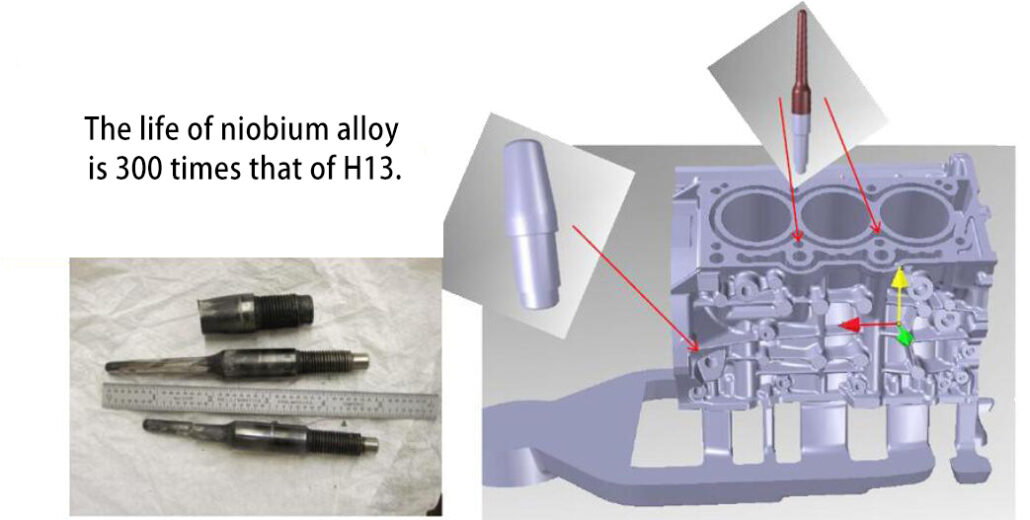
Non-stick material: Nb Alloy niobium alloy, under test conditions, the life of niobium alloy is 300 times that of H13.
Using composite materials:
- The mold can quickly dissipate heat, which will delay the softening of the cavity surface and delay the occurrence of thermal fatigue.
- Lowering the temperature of the mold cavity can reduce the tendency of sintering so that the material is not easy to stick to the mold.
5.Coatings and Surface Treatments
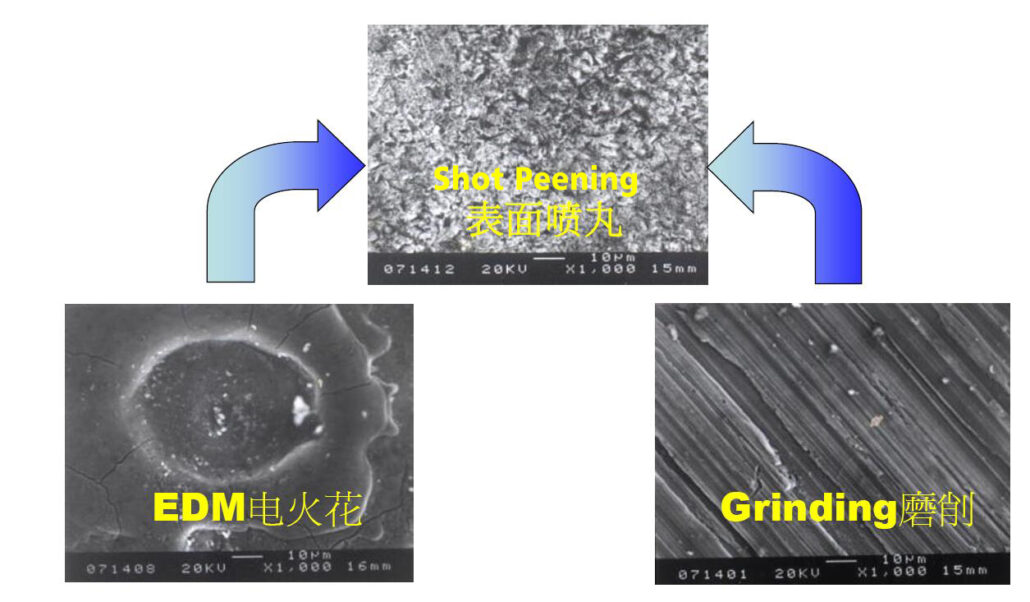
Precision shot peening—improve mold fatigue crack resistance
Precision shot peening uses high-speed round steel balls (0.3~0.5mm in diameter) to spray the surface of the mold to plastically deform the surface of the mold, make the structure dense, and form compressive stress on the surface of the mold.
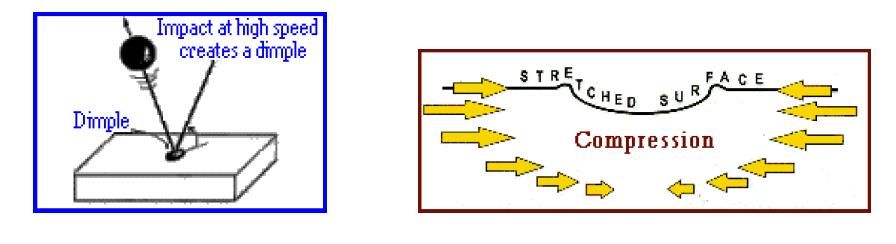
The surface strengthening treatment is to form a layer of compact and compressed tissue by impacting the metal surface with a special medium at high speed to improve the strength and hardness of the material surface. Usually, the depth of the affected zone is about 0.07-0.10mm.
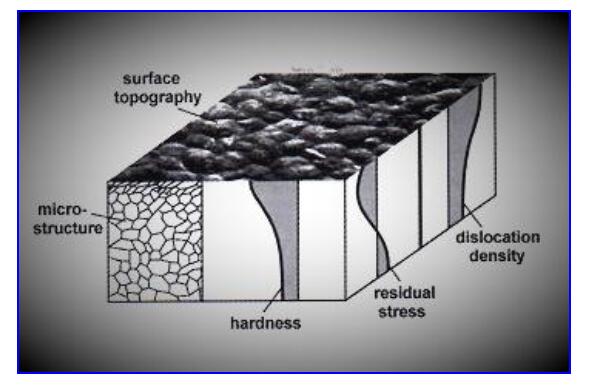
Improve surface microstructure, can be used after EDM or cutting

Surface Treatment Technology
Surface treatment is divided into two categories: one is heat treatment, and the other is a coating (surface vapor deposition)
The heat treatment of the traditional process includes quenching, tempering, etc. There are nitriding, carburizing, carbonitriding, etc.,
Advantages: Improve mold surface hardness, low cost.
Disadvantages: long processing time, insufficient high-temperature resistance, easy to crack.
The coating is mainly PVD physical vapor deposition; the advantages are high hardness, wear resistance, and excellent high-temperature oxidation resistance.
Disadvantage: it is more expensive
Improve the performance level of the mold through surface treatment:
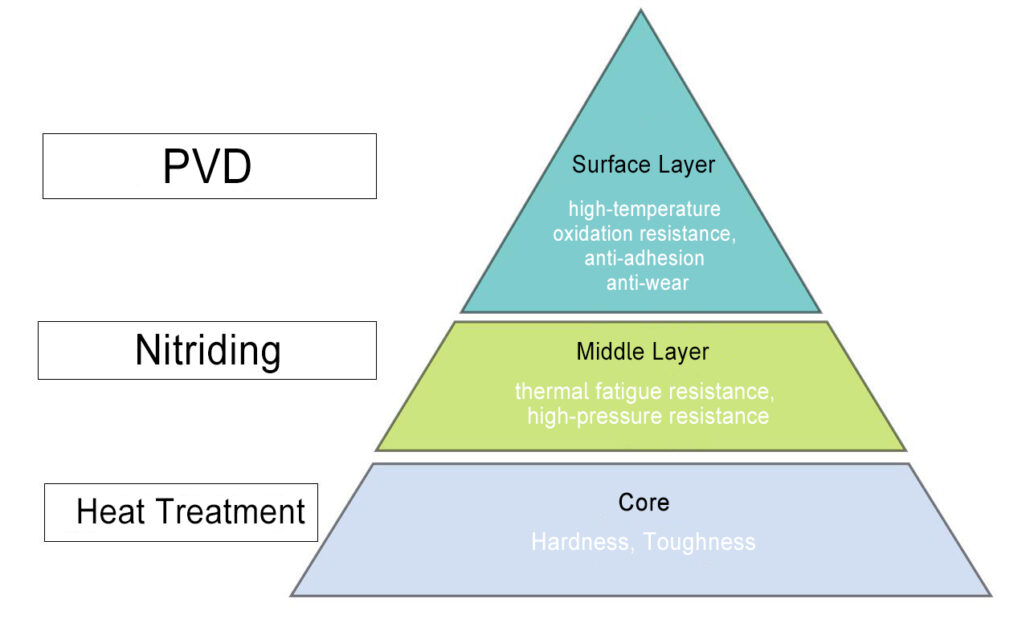
PVD layer:
It has the surface layer characteristics: high-temperature oxidation resistance, and anti-adhesion anti-wear
Nitride layer:
It has the intermediate layer properties: thermal fatigue resistance, and high-pressure resistance
Steel + Heat Treatment: Core Properties: Hardness, Toughness
Selection of surface treatment process:
- Plastic deformation resistance, crack growth resistance, using nitriding process
- Wear resistance, mold sticking after welding, high-temperature oxidation resistance, choose PVD
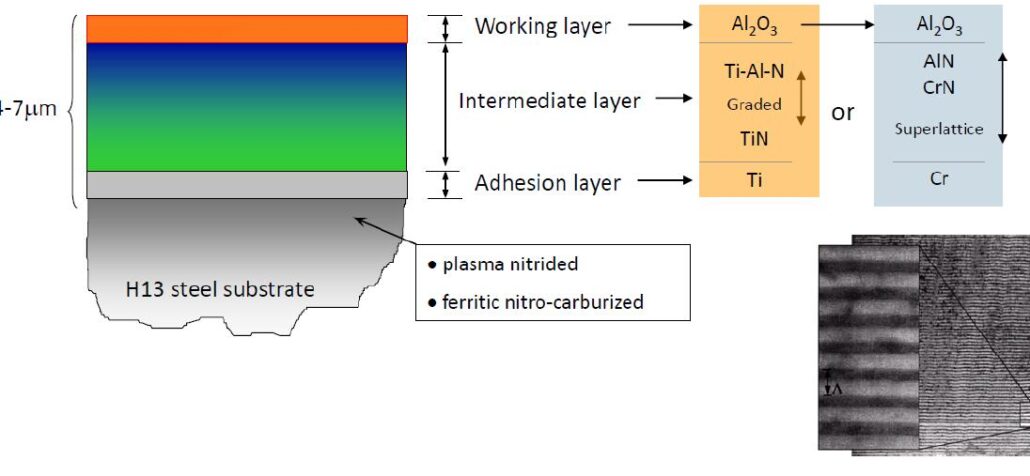
There are many types of coatings, usually including AlN, TiAlN, CrN, AlCrN, Al2O3, etc.
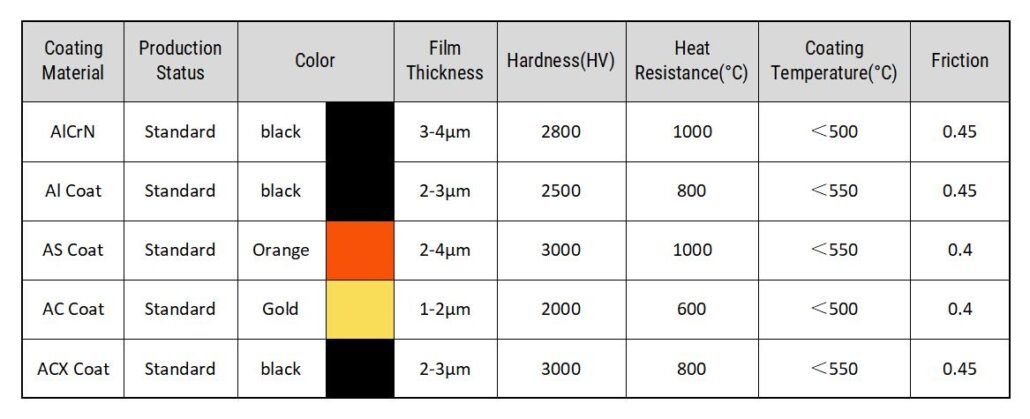
AlCrN
It has the following properties:
- High oxidation resistance
- High hardness
- High wear resistance
- Suitable for die-casting molds
- Gear hobbing cutters and gear shapers
AL Coat
- High-temperature hardness
- Very high oxidation resistance
- Suitable for milling cutters
- Saw blades of various tungsten steel materials;
- Aluminum alloy die-casting molds and zinc alloy die-casting molds
AS coat
- Ultra-high hardness,
- High heat resistance,
- High wear resistance,
- Suitable for cutting tools, cutting tools, etc.
AC coat
- High lubricity,
- High wear resistance,
- High corrosion resistance,
- Suitable for injection mold
- Improve sticking problem
ACX coat:
- Ultra-high hardness,
- High wear resistance,
- Good cutting performance,
- Suitable for: various tungsten steel milling cutters, thread inserts, turning tools, etc.
Common surface coating processes are PVD, APA, P-CFUBMS, MPP, and so on. The process commonly used in our die casting molds is PVD.
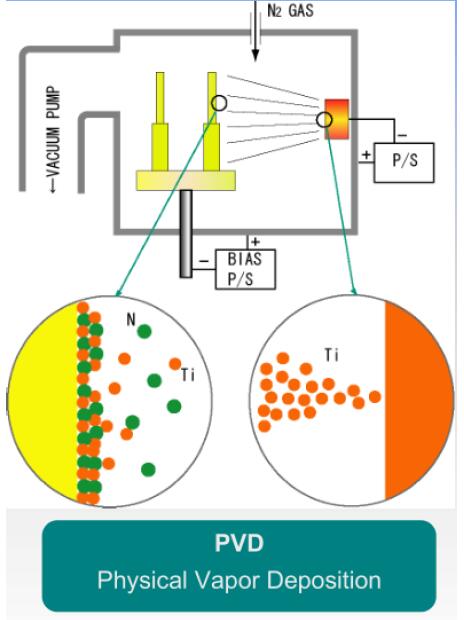
The principle of PVD is shown in the figure:
A protective gas, such as nitrogen, is introduced into the furnace, and a low-voltage, high-current arc discharge technology is used to convert the solid plating material into atomic, molecular, or ionic gas-phase substances and the acceleration of the electric field is used. A method for preparing a solid thin film by depositing a gaseous substance on the surface of a substrate.
At present, it has developed to the fourth generation coating material, composite layer: Ti-TiN-TiAlN-Al2O3 Coating.
Case
Product name: Die-casting die inserts and cores for cylinder head of automobile air-conditioning compressor
Die casting equipment: Lijin DCC500
Mould material: DH31-S
Die casting material: ADC12
Working temperature: 700℃-710℃

Before coating:
Core: Die-casting 1000 times, serious sticking to aluminum, need to be removed and polished or replaced;
Inserts: about 1000pcs die-casting, the cavity has erosion marks, 5000pcs products have cracks in the cavity and need to be welded.
After coating:
Core: die-casting 9000 times, sticking to aluminum;
Inserts: die-casting 15000pcs products, the cavity has slight erosion, but no cracks, no need for repair welding; for 30000pcs products, the cavity is eroded, and repair welding is required, but there are still no cracks.
Use Coatings and Finishes
- Enhance the surface hardness of the mold, improve the wear resistance, prolong the service life of the mold, and reduce the production cost
- Extend the use time of the mold, reduce the time for mold replacement and mold repair, and improve the production efficiency. Low mold surface friction factor, reduced friction resistance
- Reduce the friction factor between the mold and the material to be processed, reduce adhesive wear, improve the surface quality of the workpiece, reduce polishing work, and reduce production costs
- Improve the ability of die-casting mold to resist erosion, erosion, and thermal fatigue.
Summary:
New technologies that can extend die life include:
- New mold material
- Mold cooling lines are closer to the cavity
- Composite metal material
- Surface treatment and coating
These technologies can increase productivity and product quality.