
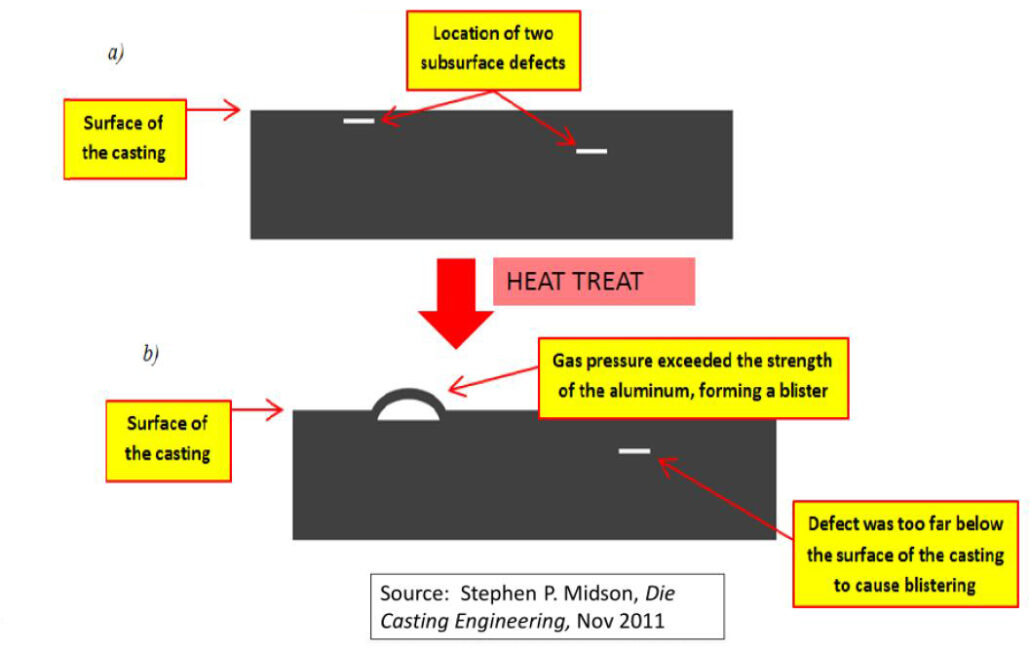


This is because heat treatment will cause blistering on the surface of the casting.
First of all, there should be defects under the die casting surface, with air bubbles or pores generated by the release agent. The pressure during the production of die castings is very high, reaching 40Mpa~140Mpa.
So there is the same pressure in the pores below the surface. During solution treatment, as the temperature increases, the pressure of the pores inside the casting increases rapidly. When the pressure exceeds the strength of the casting, blistering occurs on the surface of the casting.
Ordinary heat treatment methods are definitely not acceptable, which will lead to blistering of die castings. However, Australian research has shown that conventional die castings can be T6 treated via the following scenario.
After the above two changes, blistering of die castings can be avoided. The quenching and aging processes are consistent with the normal T6 heat treatment.
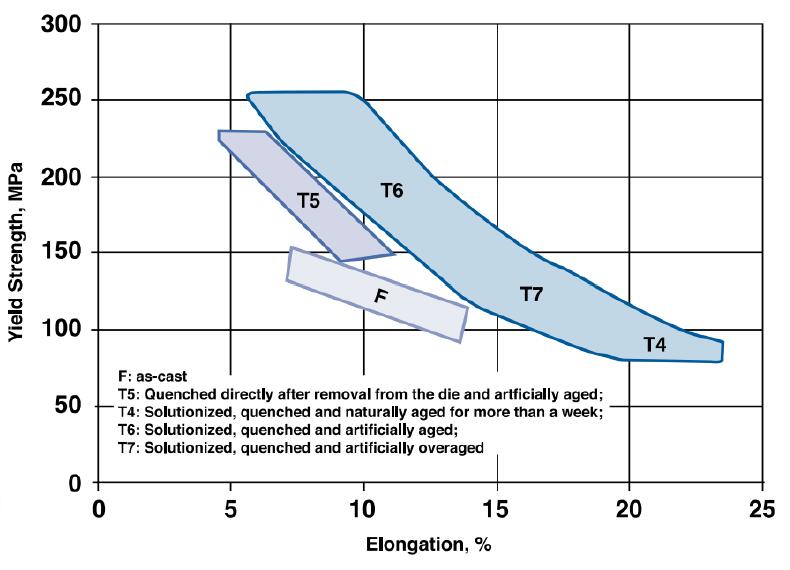
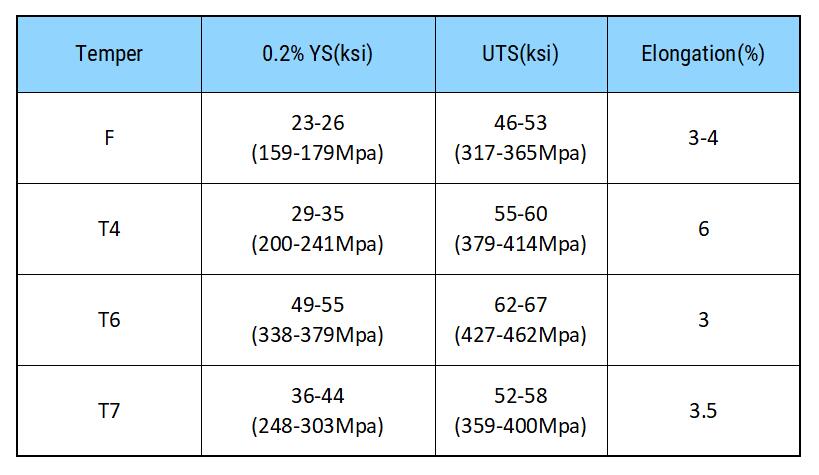
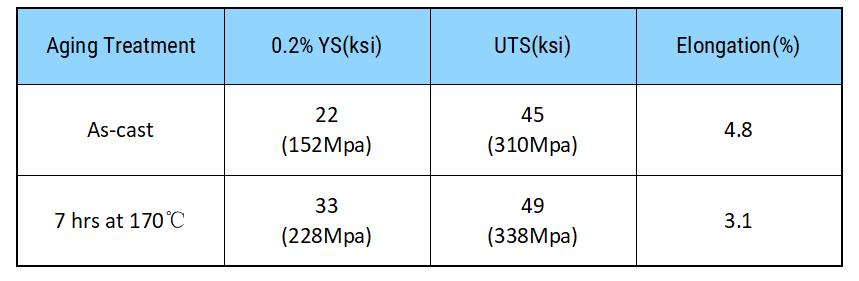
Properties of 380 alloy, corresponding yield strength, tensile strength, and elongation under different heat treatment methods
F is the unheated state. It can be seen that the yield strength and tensile strength can be greatly improved after T6 heat treatment.
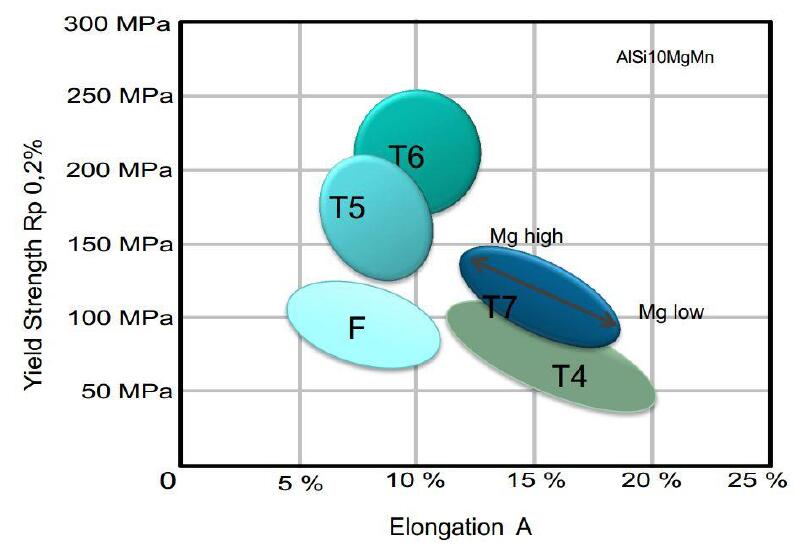
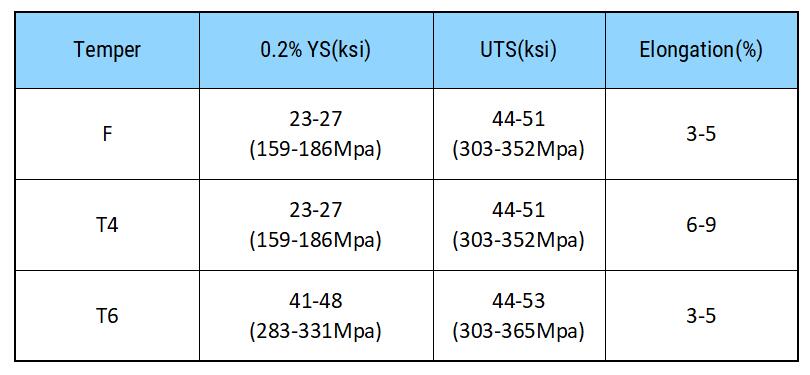
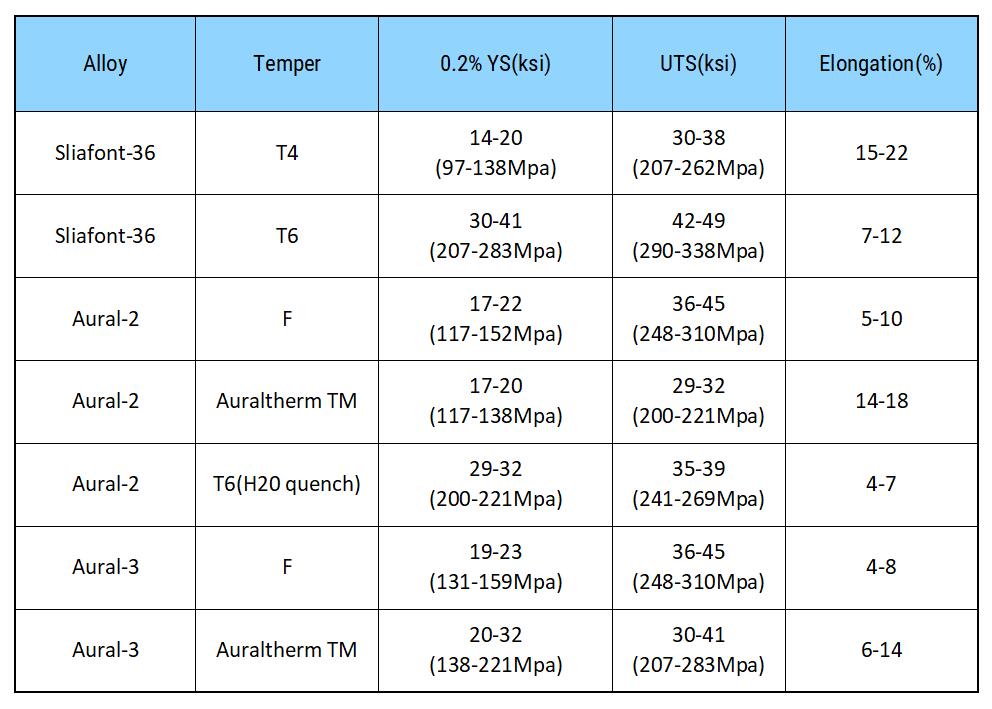
Properties of A360 alloy, corresponding yield strength, tensile strength, and elongation under different heat treatment methods
The T6 heat treatment mentioned here belongs to Australia’s Commonwealth Scientific and Industrial Research Organization. If you use this technology, you need to pay CSIRO patent fees. Practically using this heat treatment process is not easy:
The T5 heat treatment is relatively simple. The casting is taken out from the mold cavity and quenched with water immediately without complicated solution heat treatment.
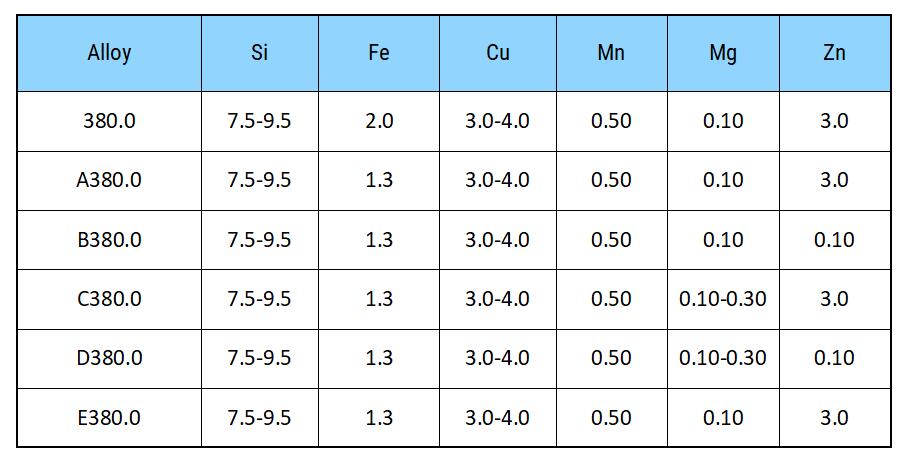
Take 380 alloys as an example to illustrate the T5 heat treatment.
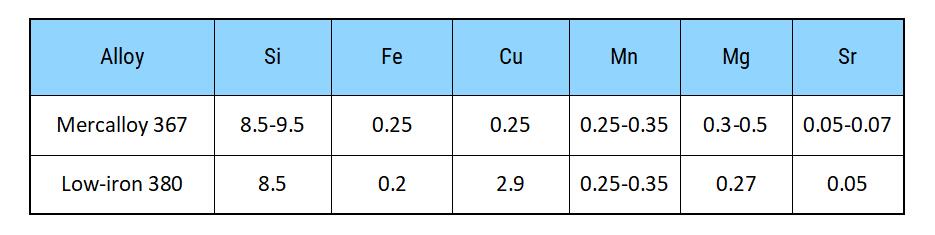
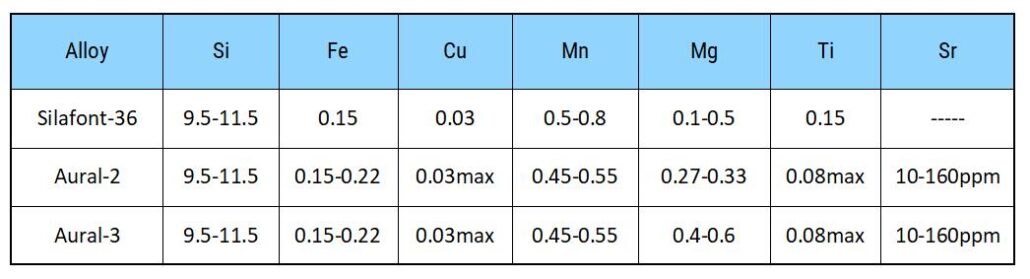
Different types of 380 alloys: mainly the composition of Mg and Fe elements is different
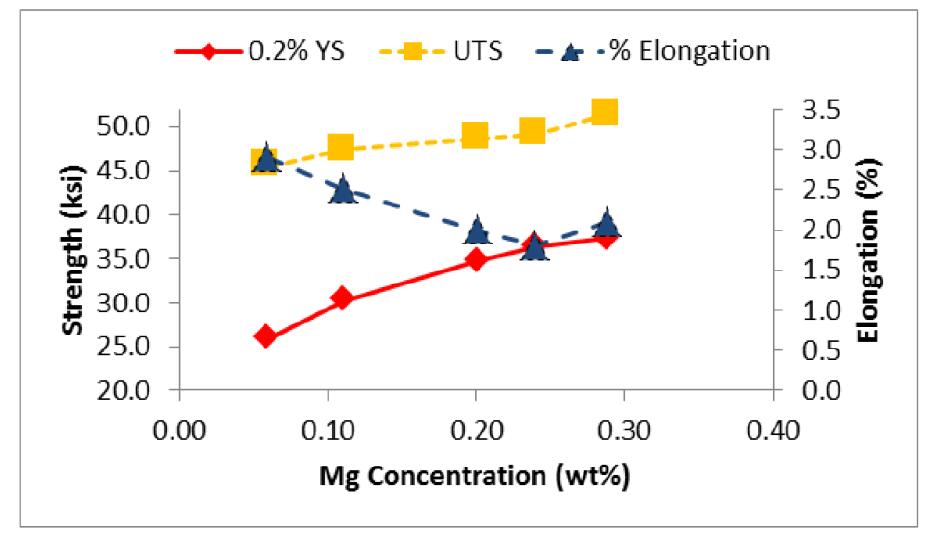
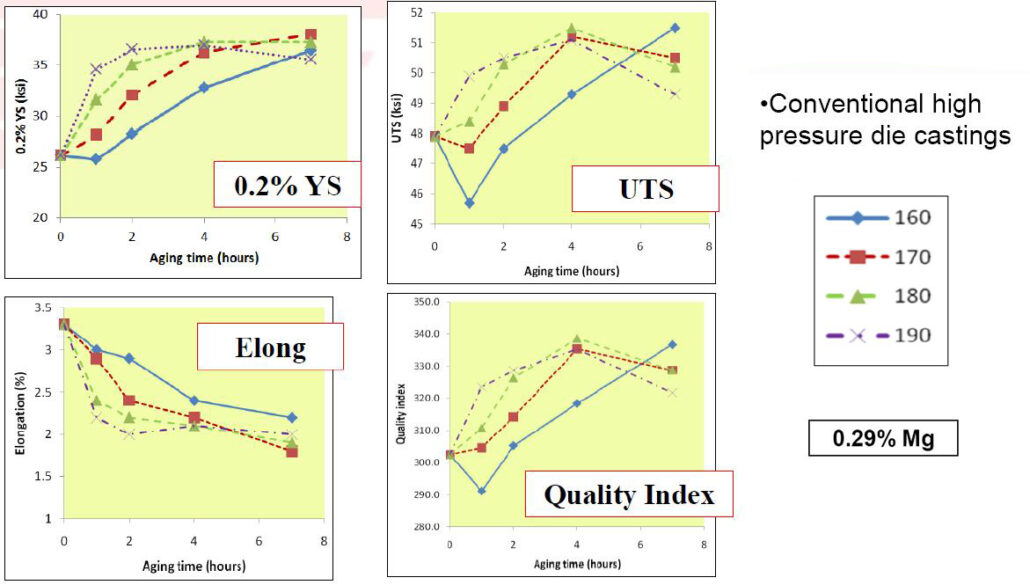
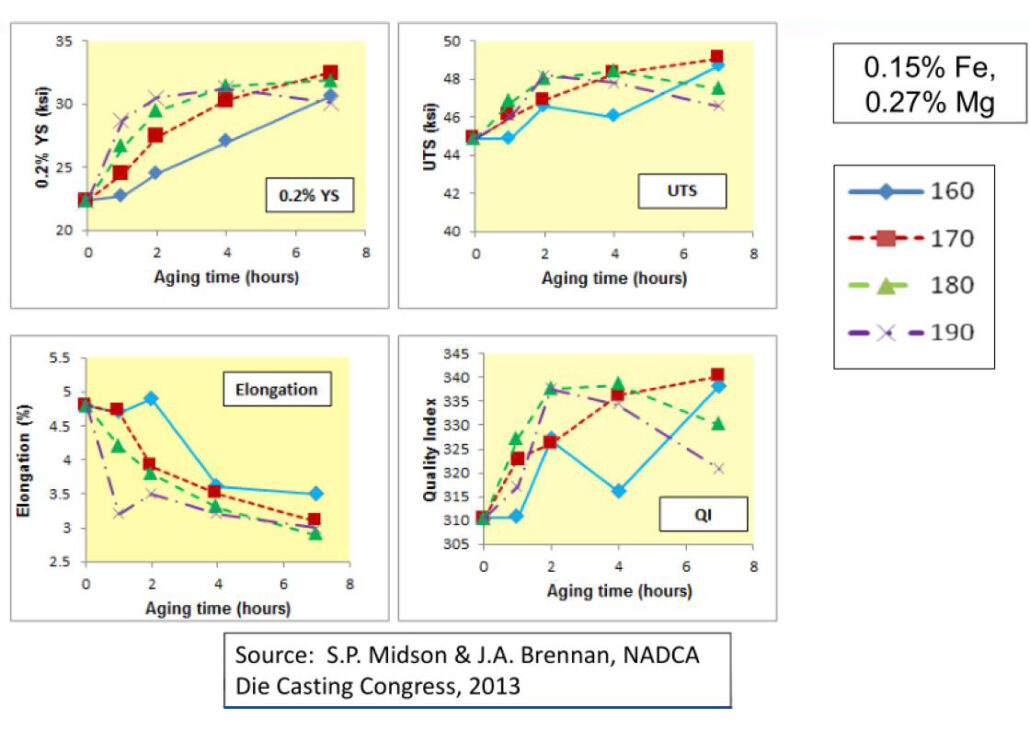
Different magnesium content has a great influence on the properties. The properties of the alloy after T5 treatment are shown in the figure
C380 conventional die casting, aging treatment at different temperatures:
in conclusion:
Die castings are generally less ductile, mainly due to the following two factors:
Why is the iron content high in the alloy? In order to reduce the burning loss of aluminum alloy liquid to mold steel, the conventional iron content is between 0.8 and 1.3%.
Current research has concluded that other elements can also reduce burn loss. Example: Manganese and Strontium
There are currently two classes of low iron alloys:
– Reduce the iron content in the alloy to a maximum of 0.25%
– Adjustment by strontium and manganese: 0.05~0.07% strontium and 0.25~0.35% manganese
The best T5 heat treatment condition is at 170℃:
In vacuum die casting, the cavity and pressure chamber are evacuated before injection, thereby reducing the residual holes in the casting by reducing the entrainment of gas.
Blistering is less likely to occur when less gas is involved in the casting. Products can be treated with full or partial T6.
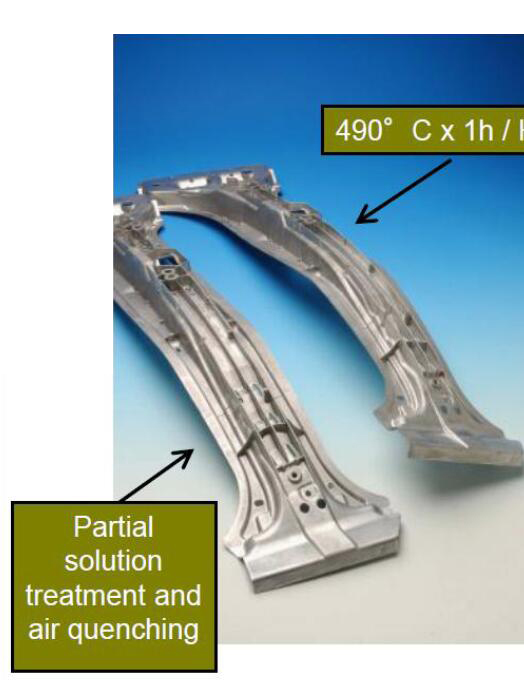
Alloys with low iron content available: Silafont36 and Aural
T6 heat treatment: partial solution heat treatment, temperature 460 ℃. Using air quenching (air quench) can reduce castings’ deformation—aging treatment.
strength, tensile strength, and elongation corresponding to different heat treatment methods
Commonly used high-density die casting processes are: semi-solid die casting and squeeze casting
Process features:
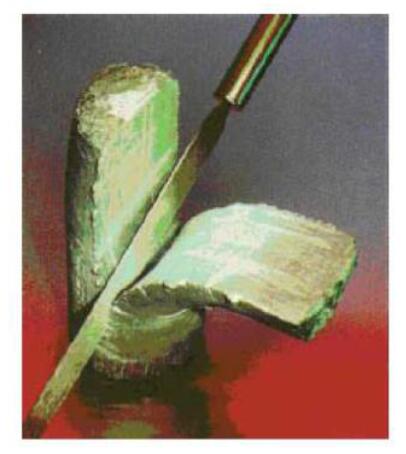
Semi-solid die casting:
Thixcasting processing steps(left) lead to a re-heated Billet ready to cast that is soft enough to be easily cut with a knife.
Squeeze casting:
Use low-speed injection to avoid filling disorder.
In semi-solid die casting and squeeze casting, blistering is rare. Therefore, the casting can be fully heat treated. 500-540℃(932~1004℉) can last for 2~12 hours.